


























Scaling Up Production by Eliminating Congestion
The global popularity of manuka honey forced a honey producer to continually expand and alter its production line to keep up with spiraling demand.
The business Manukora Honey, is based in Te Aroha and was founded by blind beekeeper Bryce Hooton. This, along with his sustainable honey-harvesting practices, made him an industry pioneer on the East Cape. A sight impediment hadn’t held Bryce back, but an inadequate conveyor system was impeding honey production.
Chris Haynes, a local automation and electrics specialist, had developed a guide rail system for the honey producer, along with a series of jar sensors controlled by a touch screen. The screen replicated the layout of the conveyor system to ensure the process was user-friendly for staff.


CHALLENGE:
However several critical factors were still needed to make the system fail-safe:
- System flexibility to cater for different jar shapes & sizes
- Merge two lines & accumulate within a 5 x 1metre space
- Cleanable system in case of product spillage
- Quiet operation & smooth jar transfer
- Ability to easily pass food safety audits


For the automation system to succeed in easing congestion, two filling lines had to be merged. These exited the filling room 1.6 metres apart. Jars were indexed on one conveyor, then passed through an induction sealer and jar labeller via another.
Jar accumulation was also required. Currently, the entire filling line had to be paused while labels were changed on the labeller. Many different jar shapes (tall oval, small and large square, hexagonal and round), also meant that the right-angle conveyor junctions weren’t working. These needed constant attention to keep the jars flowing.
ACTION:
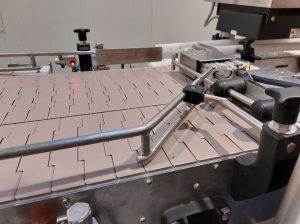
Our solution was to install a multilane slat band chain conveyor which ran on precision-routered plastic beds. This allowed the conveyors to run in multiple directions parallel to each other, with a minimal gap between beds. The result was a smooth transfer of all jar types.
All gear drives used come from our STM worm gearboxes range. Shaft-mounted gearboxes were used to minimise noise and ensure that the conveyor was safe.
BENEFITS:
The new layout and automation feature a fully flexible, touch screen-operated system with variable speeds, that meets all the clients’ requirements.
- Eased congestion
- Able to handle different jar shapes
- More production throughput
Contact us for a solution to increase productivity on your production line today. Benefit from our knowledge, expertise and experience.
Better by Design.










